Matériaux
organiques pour fabrication Additive
Matériaux pour impression 3D
Gérard GOMEZ
3) Matériaux
mis en œuvre lors d'une fabrication additive
3-2) L'ABS ou Poly
(Acrylonitrile, Butadiène, Styrène)
3-3) Le PET ou
Polyéthylène téréphtalate
3-4) Le PA ou
Polyamide
3-6) Le HIPS ou High Impact
Polystyrène
3-8) Le
PEEK ou Polyétheréthercétone
3-10) Le PMMA
ou Polyméthacrylate de méthyle
3-11) Le
PPSF (ou PPSU) ou Polyphénylsulfone
3-12) Les
matériaux utilisés pour les supports de soutien ou de structure
3-13) Les
cires
4) Quelques
fabrications particulières par impression 3D
Annexe1
Le Polylactide (PLA)
Annexe 2
Acrylonitrile, Butadiène, Styrène
Annexe 3
Le Kevlar ®
Annexe 4
Le Kapton
Annexe 5
Obtention du PEEK
Annexe 6
Obtention du PPSF/PPSU
Annexe 7 Obtention du PEI
Annexe 8 Les acides gras de la cire de jojoba
1) Définition de la fabrication additive :
Pour
fabriquer un objet tridimensionnel, on peut à partir d'un bloc de substance
l'usiner c'est-à-dire en retirer de la matière.
A
l'inverse on peut ajouter progressivement de la matière par couches successives
pour obtenir un volume préalablement défini.
Cette
deuxième méthode porte dans l'industrie le nom de fabrication additive et pour
le grand public la dénomination impression 3D.
2) Approches sommaires des techniques utilisées :
La
fabrication additive nécessite une conception de l'objet souhaité assistée par
ordinateur. Il en résultera un fichier numérique qui pilotera une "tête
d'impression" c'est-à-dire un système permettant un dépôt de matière
fondue, ou bien un système chauffant qui entraînera la fusion du matériau ou
qui régira l'agrégation des grains d'une poudre, aux endroits souhaitables pour
édifier le volume recherché.
- La matière pourra être fondue
et se solidifier par abaissement de la température :
·
La technique FDM
(Fused Deposition Modeling) ou FFF (Fused Filament Fabrication), consiste à
déposer en couches successives à des endroits prévus par un plan en 3
dimensions, une matière fondue provenant d'un filament (2 à 3 mm d'épaisseur)
de plastique chauffé à haute température ; la matière fondue est extrudée via
une buse sous forme d'un fil liquide de quelques dixièmes de mm de diamètre.
Chaque
buse ne délivre qu'un type de matériau.
Souvent
on commence par déposer sur le plateau, un support provisoire, destiné à
recevoir le matériau dit modèle (celui dont sera fait l'objet) ; ce support
très ajouré pour en diminuer la masse, sera enlevé (soit mécaniquement soit par
dissolution dans un solvant) une fois l'objet terminé.
Il est
parfois nécessaire que le plateau recevant la matière fondue soit chauffant
(quelques dizaines de degrés) pour éviter que le matériau fondu ne se rétracte
en refroidissant trop rapidement.
·
On peut partir d'une poudre ; un laser
balaye des couches successives et les fait fondre ; la solidification
intervenant aussitôt le balayage du laser terminé pour une couche. Cette
méthode est dite SLM (Selective Laser Melting)
·
Même technique mais la fusion intervient sous
l'effet d'un faisceau d'électrons ; c'est la méthode EBM
(Electron Beam Melting).
- La matière pourra être frittée,
c'est-à-dire que les grains d'une poudre vont s'agglomérer sous l'effet d'une
élévation de température qui les amène au-delà du point de transition vitreuse,
mais sans fusion. L'élévation de température se faisant grâce à un laser la
méthode est dite SLS (Selective Laser Sintering)
- La matière pourra être
polymérisée sous l'effet d'un rayonnement (photopolymérisation,
photoréticulation) pour durcir aux endroits qui s'imposent :
·
Il pourra s'agir de la
photoréticulation d'un liquide sous l'effet d'un laser ; c'est la méthode SLA (StereoLithography Apparatus)
·
Ou bien la photoréticulation d'une
poudre sous l'effet d'un rayonnement UV.
- Remarque : Les supports de
soutien ou de structure lors d'impressions 3D
On a vu
dans la méthode FDM qu'un support était nécessaire pour recevoir l'objet.
Il en
est de même pour certaines pièces qui ne sont pas imprimées à l'horizontale,
mais inclinées ; il faut alors un support destiné à soutenir l'objet en
fabrication :
![]()
Ces
supports de soutien peuvent être réalisés avec le même matériau que l'objet
fabriqué ; auquel cas il faut ensuite les détruire mécaniquement.
Ces
soutiens peuvent être réalisés dans un matériau soluble et supprimés par
dissolution après la réalisation de l'objet.
3) Matériaux mis en œuvre lors d'une fabrication additive :
Le
polymère a pour motif :
Plus de
détails dans l'annexe1 .
Il est
très utilisé sous forme de fils en bobines pour l'impression par dépôt de
matière fondue par le procédé FDM ou FFF.
Il fond
entre 160°C et 220°C et ne nécessite pas de plateau chauffant pour être
imprimé.
Il est
biodégradable et peut être mis en contact avec la nourriture. Un inconvénient
cependant, il se déforme dès 50°C et est thermoplastique ; il est également
sensible à l'eau.
3-2) L'ABS ou
Poly (Acrylonitrile, Butadiène, Styrène)
Il
s'agit d'un poly (Acrylonitrile, Styrène) ou SAN
greffé
sur du polybutadiène (voir annexe 2).
Transparent
comme le polystyrène, comparable au SAN mais plus résistant au choc et plus
souple, l'ABS est un produit de choix pour les imprimantes 3D.
Il fond
vers 200 ou 250°C.
Il est
très utilisé sous forme de fils en bobines pour l'impression par dépôt de
matière fondue par le procédé FDM ou FFF ; un plateau chauffant est nécessaire
pour éviter la rétractation au refroidissement.
Il est
aussi utilisé sous forme de polymère liquide dans le procédé SLA.
Il est
également utilisé dans l’industrie automobile (calandre, tableau de bord), dans
l’équipement ménager (corps d’aspirateurs), pour faire des jeux de construction
(Lego).
Remarque :
On peut
améliorer les propriétés mécaniques de l'ABS en le renforçant au Kevlar (voir annexe 3) ; le retrait du polymère au refroidissement est
diminué ; les couches superposées ont moins tendance à se décoller.
3-3) Le PET
ou Polyéthylène téréphtalate
L'
acide téréphtalique et le glycol conduisent à un polymère, le poly(téréphtalate
d'éthylène glycol) ou PET.

C'est
un plastique amorphe c'est-à-dire que les chaînes de polymère ne sont pas
ordonnées.
Les applications de ce polymère sont nombreuses : textile (Tergal®), feuilles
d’emballage conservant l’arôme (café), bouteilles de boissons gazeuses.
Il est
plus résistant que l'ABS, remarquablement flexible et ne nécessite pas de
plateau chauffant dans l'impression par dépôt de matière fondue par le procédé
FDM ou FFF ; on l'utilise sous forme de fils en bobines et doit être chauffé
vers 220°C.
3-4) Le PA ou Polyamide
- PA 6-6
L' acide adipique
HOOC-(CH2)4-COOH
et l'
hexaméthylènediamine
H2N-(CH2)6-NH2
condensés à 270°C et 10 atm donnent un polymère :

le PA
6-6 dont le motif (entre crochets dans la formule ci-dessus) est :
- HN-(CH2)6-NH-OC-(CH2)4-CO-
Cette structure rappelle celle de la kératine des poils (laine) et celle de la fibroïne de la soie. On peut faire des fils
de nylon® remarquablement tenaces (comparable à l'acier), résistants à l’usure,
au froissement, qui prennent la teinture pour réaliser des tissus.
La résistance au frottement et au choc permet d’en faire des pièces mécaniques
(engrenages).
En
fabrication additive, on l'utilise surtout en poudre, en méthode SLS
(agglomération des couches sous rayon laser) ; il est aussi utilisé en fils que
l'on conditionne en bobines pour l'impression par dépôt de matière fondue par
le procédé FDM ou FFF et il faut le chauffer entre 235 et 260°C ; un plateau
chauffant (80°C à 100°C) est parfois nécessaire.
- PA 6
A
partir du caprolactame (ϵ-caprolactame)

synthétisé
par transposition de Beckmann de l'oxime de la cyclohexanone :
on peut
obtenir le polyamide 6 par ouverture du cycle à 215°C :
Ce
polyamide comme le précédent est surtout utilisé en poudre en méthode SLS.
Par
frittage sélectif par laser (SLS) on peut aussi traiter une combinaisons entre
polyamide et aluminium en poudre appelée alumide.
PA6-6
ou PA6 peuvent être alliés à de la fibre de verre et utilisés comme matériaux
de renfort pour les pièces imprimées 3D.
- PA 11
Par
polymérisation de l'acide 11-amino-undécanoïque,
H2N-(CH2)10-COOH
![]()
provenant
de l’huile de ricin, on fabrique le polyundécanamide 11 (ou polyamide11)
dont le
point de fusion est aux environs de 184°C et dont on fait un textile, le Rilsan
®.
Ce
polyamide est plus souple et moins hygroscopique que les PA 6-6 et PA 6.
- PA 12
Par polymérisation
de l'acide w-aminolaurique
H2N-(CH2)11-COOH
![]()
on
fabrique le polydodécanamide 12 (ou polyamide 12)
![]()
Sa
température de fusion aux environs de 178-180°C est la plus basse des
polyamides déjà cités. Ses propriétés se rapprochent du PA 11.
Remarque :
Sa
synthèse peut se faire aussi à partir du laurolactame, par ouverture de cycle.
3-5) Le PP ou
Polypropylène
Le
propène ou propylène peut se polymériser
en
donnant un polymère thermoplastique semi-cristallin très couramment utilisé ;
il ressemble au polyéthylène haute densité ; il trouve de nombreuses
applications notamment dans le secteur automobile (moulage des pare-chocs,
tableaux de bord, réservoirs, cuves d’accumulateurs). On en fait aussi un tissu
(Méraklon) servant dans les vêtements de protection à usage professionnel.
Dans le
secteur d'impression 3D il se rapproche du comportement des filaments en
polyamides, présentant une certaine souplesse et une résistance à la torsion ;
il est plus facile à imprimer que les polyamides, nécessitant une extrusion à
220°C et un plateau chauffant aux environs de 100°C.
3-6) Le HIPS
ou High Impact Polystyrène
Le
vinylbenzène est
encore
appelé styrène (voir annexe 2). Sa polymérisation
conduit
au polystyrène qui se décline sous différentes formes dont les plus connues
sont le polystyrène cristal un homopolymère transparent, dur et cassant ou le
polystyrène expansé aux qualités isolantes (thermiques) remarquables et capable
d'absorber des chocs (emballages).
Le HIPS encore appelé PS "choc" utilisé en fabrication additive est
constitué d'une phase polystyrène dans laquelle sont noyés des nodules de
polybutadiène (voir annexe 2) qui sont capables
d'absorber une partie de l'énergie d'un choc éventuel.
Il
possède une excellente stabilité dimensionnelle, est facile à peindre ou à
coller ; il est blanc transparent et peut être utilisé pour recevoir de la
nourriture.
Il est
proche de l'ABS mais il s'en distingue parce qu'il est plus lisse que ce dernier
et parce qu'il se dissout dans le limonène.
La
température de mise en œuvre du HIPS est d'environ 235°C avec un plateau
chauffant entre 90 et 110°C.
Le
chlorure de carbonyle (COCl2) avec un diphénol (le bisphénol A) conduit à
un polymère transparent, résistant aux chocs et à la chaleur.

Ce même
polymère (le poly(carbonate de bisphénol A)) peut aussi s'obtenir en faisant
réagir le bisphénol A sur le carbonate de diphényle selon l'équation :

Ce
matériau résiste cependant assez mal à l'action des UV et à l'action de l'eau.
En
fabrication additive, on met ce matériau en œuvre dans la technique du dépôt
par fil fondu (FDM ou FFF).
Il doit
être chauffé entre 260°C et 290°C.
On
produit ainsi par impression, des CD ou des DVD, mais aussi des casques de moto
ainsi que des prothèses médicales.
3-8) Le PEEK
ou Polyétheréthercétone (voir annexe 5)
Polymère
appartenant à la famille des PAEK(Polyaryléthercétones).
C'est
un thermoplastique semi-cristallin (une phase cristalline et une phase amorphe)
ultra résistant capable de remplacer les composants métalliques en orthopédie
et en traumatologie ; on l'utilise aussi pour réaliser des implants dentaires.
Si le
polymère est suffisamment cristallin il est de couleur grise ; S'il est amorphe
il est brun foncé.
On
l'utilise seul ou en association avec les fibres de carbone au sein d'un
matériau composite (Il sert de matrice, les fibres de carbone jouant le rôle de
renfort).
En
fabrication additive il nécessite des extrudeurs haute température (au moins
350°C) et un lit d'impression chauffant à 120°C environ.
C'est
un matériau relativement coûteux.
3-9) Le PEI
ou Polyétherimide
C'est
le poly(bisphénol A-co-anhydride phtalique –co-
1,3-phénylènediamine) (voir annexe 7)
C'est
un polymère thermoplastique amorphe résistant bien à la chaleur.
Sa mise
en œuvre en fabrication additive nécessite de le chauffer à 180°C.
3-10) Le PMMA
ou Polyméthacrylate de méthyle
On obtient facilement un produit très transparent.
C’est un verre organique (plexiglas); pour cette raison, on l’utilise en
optique (verre de lunettes, lentilles de contact rigides, cristallins
artificiels).
Il est
utilisé en impression 3D pour obtenir des pièces translucides voire
transparentes. Ce matériau a une bonne résistance à la lumière et aux UV.
Il faut
chauffer à 230°C à 250°C avec plateau chauffant à 60°C minimum.
3-11) Le PPSF
(ou PPSU) ou Polyphénylsulfone (voir annexe 6)
Polymère
thermoplastique amorphe, très résistant aux chocs à la chaleur et aux agents
chimiques ; grande stabilité dimensionnelle et bonne résistance aux UV, aux
rayons X et même aux rayons g .
Sa mise
en oeuvre en fabrication additive nécessite des températures de 360 à 390°C
pour l'extrudeuse et de 140°C à 160°C pour le plateau chauffant.
3-12) Les
matériaux utilisés pour les supports de soutien ou de structure :
- Le PVA (alcool
polyvinylique)
Le
motif
![]()
pourrait
faire penser à la polymérisation de l'alcool vinylique
CH2=CH-OH
mais
celui-ci n'est pas isolable ; il s'isomérise en éthanal par équilibre
céto-énolique (tautomérie)
![]()
On
obtient ce polymère par hydrolyse de l'acétate de polyvinyle en milieu basique
ou
![]()
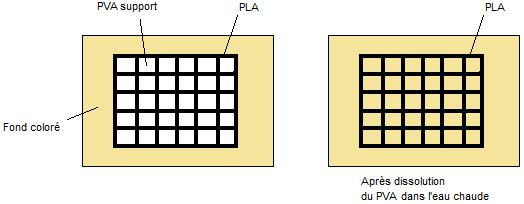
Le PVA
est utilisé comme matériau de support lorsque la pièce confectionnée est en PLA
(cette association est dictée par les températures de fusion voisines des deux
matériaux ; la température de mise en œuvre du PVA est d'environ 190 à 200°C et
nécessite un plateau chauffant vers 60 à 70°C).
Il est
soluble dans l'eau chaude et c'est donc par dissolution qu'on l'élimine à la
fin de l'opération.
- Le HIPS dont il a été
question plus haut est également utilisé comme matériau de soutien et comme
support pour les objets fabriqués en ABS ou en PET. C'est par dissolution dans
le limonène dans lequel il est soluble qu'on l'enlèvera à la fin de la
fabrication.
n'est pas utilisé comme matériau de
soutien ou de structure ; il permet d'avoir une très bonne accroche de la
première couche lorsqu'on imprime avec du PLA ou de l'ABS.
C'est un polyimide (voir annexe 4) qui se présente en film et que l'on place en
bandes sur le plateau de l'imprimante et que l'on chauffe vers 60°C pour le PLA
et aux alentours de 110°C pour l' ABS.
L'impression
3D à la cire est surtout mise en œuvre pour créer des moules, par la technique
dite de la fonte à la cire perdue, qui serviront à fabriquer des pièces
dentaires ou des pièces de joaillerie.
Le
principe est le suivant :
On crée
un modèle en cire de l'objet qu'on souhaite fabriquer en superposant des
couches fines de cire fondue et en utilisant un dispositif semblable à celui
décrit plus haut pour la méthode sélective de frittage au laser (SLS)
c'est-à-dire un piston qui descend peu à peu.
On
entoure ensuite l'objet en cire d'un revêtement réfractaire qui épouse sa forme
(par exemple du plâtre). On fait fondre la cire en la chauffant et on l'élimine
ce qui crée un espace vide ayant exactement la forme de l'objet à fabriquer. On
fait couler ensuite du métal fondu à l'intérieur du moule réfractaire ainsi
obtenu. Après refroidissement on brise le moule et on obtient l'objet métallique.
Les
cires utilisées sont diverses ; ce sont souvent des mélanges afin d'obtenir les
caractéristiques souhaitées pour les applications auxquelles on les destine.
Parmi
les matériaux utilisés on peut citer :
- Des cires minérales Lors de la distillation des pétroles bruts on
obtient dans une zone de température s'étalant entre 400°C et 500°C une coupe
correspondant aux paraffines et aux cires.
Les
cires dites minérales parce qu'elles sont issues de la terre et non d'une
substance vivante (c'est cette distinction qui a longtemps prévalu pour définir
les substances organiques "celles issues d'organismes vivants") sont
constituées d'hydrocarbures saturés dont
le nombre de carbones se situe entre 18 et 40 (voire même 50 ou 60).
Les
cires ont des chaînes longues et ramifiées ce qui leur confère une structure
microcristalline. Il en résulte une substance molle, blanche, non translucide
dont la température de fusion est supérieure à 70°C.
- Des paraffines qui sont
aussi issues des pétroles comme nous venons de le dire ; ce sont des
hydrocarbures à chaînes linéaires (non ramifiées) ce qui leur confère une
structure macrocristalline. Il en résulte un solide blanc, translucide, rigide
et qui se casse facilement, dont le point de fusion est assez bas (entre 50 et
70°C).
- La cire de Carnauba.
Cette
cire, dont le code alimentaire est E903, dont la densité est 0,97 et qui est
pratiquement insoluble dans l'eau et dans l'éthanol, provient de Copernicia cerifera (nom commun Copernicia prunifera) un palmier haut
de 10 à 12m ; ses larges feuilles vertes en éventail sont enduites de cette
cire que l'on appelle aussi cire du Brésil car ces arbres poussent bien dans le
nord-est du pays. On en tire environ 7 kg par palmier.
Elle
représente environ 60% des cires végétales utilisées dans l'industrie et
provient presqu'exclusivement du Brésil.
C'est
un solide dur et fragile présentant une cassure résineuse, de couleur brun
clair à jaune pâle. Dans le commerce elle se présente en poudre ou en
paillettes
La cire
de carnauba résiste un peu mieux à la chaleur que la cire d'abeille ; elle fond
vers 85°C.
Elle
est formée d'un mélange d'esters comprenant :
·
des esters gras (acides gras en C24
à C28 estérifiant des alcools gras allant de C30 à C34).
·
des esters formés à partir d'acides
β-hydroxylés (C22 à C28) et de diols (C24
à C34).
·
des esters formés à partir d'acide
p.méthoxycinnamique et de diols (C24 à C34).
On
trouve aussi mais en minorité, des acides et des alcools libres ainsi que des
hydrocarbures.
- La Cire de Jojoba
Elle provient de Simmondsia chinensis
un arbuste originaire des déserts de l'Arizona et du nord-ouest du Mexique.
C'est un liquide à aspect huileux, assez
visqueux, légèrement jaunâtre, inodore, obtenu par pression des graines.
Elle renferme environ 97% d'esters céridiques
insaturés formés à partir (voir annexe
8)
:
- d'acides monoinsaturés
Ø gadoléique
(70%)
Ø érucique
(15%)
Ø oléique
(10%)
- d'alcools monoinsaturés en C20
ou C22
Ø eicosénol
Ø docosénol
La cire de jojoba est essentiellement utilisée
en cosmétique pour les soins de la peau (savons, crèmes hydratantes, écrans
solaires), mais aussi des cheveux (shampooings).
- La Cire de Candelilla
Les tiges et les feuilles d'une plante
poussant au nord-est du Mexique et au sud du Texas (Euphorbia cerifera ou
Euphorbia antisyphilitica) en sont enduites ; on la recueille en
traitant la plante par de l'eau chaude acidulée à l'acide sulfurique.
C'est un solide dur (mais moins que la cire
de carnauba), de densité se situant entre 0,95 et 0,99, de couleur jaune brun
plus ou moins, translucide, dont le point de fusion se situe vers 70°C. Elle
est insoluble dans l'eau, très peu soluble dans l'éthanol, soluble dans
l'acétone, le benzène, les essences et les huiles.
La cire de candelilla est composée :
- à 50% environ d'alcanes linéaires à longue
chaîne (C29 à C33) dont le nombre de carbones est impair.
- à 20% environ d'esters d'acides gras et
d'alcools gras (C28 à C34).
- d'acides gras libres,
- d'alcools gras libres,
- de stérols,
- de résines.
Elle est utilisée dans les produits
cosmétiques et en particulier les rouges à lèvres ; en effet cette cire est
dure mais elle peut se mélanger à la cire liquide de jojoba, ce qui permet
d'obtenir la consistance souhaitée. En cosmétique, encore, on l'utilise dans
des sticks permettant de limiter la déshydratation des lèvres par exemple ;
elle est en effet relativement imperméable, sa fonction première étant de
limiter l'évaporation de l'eau de la plante, où on la trouve, qui pousse dans
des contrées quasi désertiques.
La cire de candelilla est aussi utilisée dans
la fabrication de bougies (d'où son nom, en espagnol) et de lubrifiants, de
produits d'entretien du cuir, de produits permettant l'imperméabilisation des
papiers.
C'est un additif alimentaire dont le code est
E902, utilisé comme agent d'enrobage (confiserie, chewing-gums…).
-
La Cire de son de riz
Le riz
(Oriza sativa) est contenu dans une enveloppe non comestible ; une
deuxième enveloppe très fine l'entoure on l'appelle le son de riz.
On peut
extraire, par solvant, de l'huile du son de riz, accompagnée de cire qu'on peut
elle-même extraire.
La cire
de son de riz est un solide jaune orangé, sans odeur qui fond vers 78°C.
Elle
est essentiellement composée d'esters d'acides gras et d'alcools gras.
Elle
est utilisée dans les produits cosmétiques, comme émollient, comme exfoliant,
comme filmogène ou épaississant et comme durcisseur dans les rouges à lèvres.
C'est
un additif alimentaire dont le code est E908, utilisé comme agent d'enrobage
(confiserie, chewing-gums…).
Mais on
la trouve aussi dans d'autres secteurs de l'industrie : produits
pharmaceutiques, encres d'imprimerie, lubrifiants…
-
La Cire d'abeille
La cire
d'abeille est produite, à partir des glandes cirières situées sur la face
ventrale de l'abdomen des ouvrières (la reine et les mâles n'en produisent
pas), sous forme de fines écailles transparentes blanches. Cette cire mélangée
à de la salive est ensuite malaxée par les mandibules, portée à une température
d'environ 35°C et sert à la construction de cellules (ou alvéoles) qui ont la
forme de prismes droits à base hexagonale de 5,4 mm de côté environ et 0,06 mm
d'épaisseur pour Apis mellifera, cette forme parfaitement hexagonale des
alvéoles n'étant pas le fait des abeilles ; elles construisent des cylindres,
et les lois physiques qui régissent le comportement de cylindres groupés,
formés d'une substance solide qui se ramollit à une certaine température
(viscosité, tension superficielle …) font le reste. C'est dans ces cellules que
sera déposé le miel, une autre couche de cire venant ensuite obturer les
alvéoles.
C'est à
partir du miel et des sucres que l'abeille synthétise la cire et non à partir
du pollen.
La cire
d'abeille est un solide initialement blanc mais qui se colore progressivement
en brun sous l'effet des pigments de plusieurs substances dont le pollen ;
cette cire fond vers 65°C et sa densité est 0,96 ; elle est insoluble dans
l'eau, soluble dans l'éthanol à chaud, le chloroforme et le benzène.
La cire
d'abeille est composée* :
- d'environ 71% d'esters dont 44% de
monoesters (d'acide gras et d'alcool gras), 12% d'hydroxyesters, 14% de di et
triesters et 1% d'esters de stérols.
- d'environ 15% d'hydrocarbures
linéaires à longue chaîne,
- d'environ 13% d'acides libres
- d'environ 1% d'alcools libres
*
source "Manuel des corps gras", technique et documentation Paris
1992, pages 297 et 306.
Pratiquement
un quart de la cire d'abeille est du palmitate de myricyle C15H31-COO-C30H61
et on trouve également une quantité de l'ordre de 12% de cérotate de myricyle C25H51-COO-C30H61.
Elle
est utilisée en cosmétique où son pouvoir filmogène est mis à profit dans les
rouges à lèvres et les sticks déodorants, son pouvoir texturant dans les gloss
et son pouvoir durcisseur dans les savons.
La cire
d'abeille est aussi utilisée dans l'industrie pharmaceutique ; elle sert aussi
à confectionner des bougies ; dans l'industrie alimentaire elle sert d'agent
d'enrobage et c'est un additif alimentaire classé sous le code E 901 (agent de
texture et de glaçage). Les encaustiques dits "naturels" en
contiennent mélangée souvent à de la cire de carnauba.
4)
Quelques fabrications particulières par impression 3D :
La technique de fabrication
additive, permet, on l'a compris, de fabriquer de très nombreux objets (du
casque de moto aux CD ou DVD, en passant par des bijoux ou des prothèses
médicales….). C'est en particulier une technique de choix pour obtenir des
prototypes.
Quelques
applications sont cependant surprenantes et très intéressantes :
- C'est le cas de certains
médicaments ; la Food and Drug Administration américaine, par exemple, a
autorisé la fabrication d'un médicament, le Lévétiracétam,
un anticonvulsivant de la famille des pyrrolidines.
La
fabrication par impression 3D permet d'adapter la forme des pilules et leur
texture ce qui conditionne la vitesse de libération du principe actif et permet
une plus facile absorption par des personnes ayant des problèmes de déglutition
; on peut aussi adapter les doses souhaitées ce qui ouvre des perspectives de
personnalisation des médicaments.
- C'est aussi le cas des impressions
alimentaires
Des compositions en
chocolat par imprimante 3D ont vu le jour en 2012 ; cette technique permet des
réalisations très fines et originales.
- La
bio-impression permet de confectionner des tissus vivants en 3 dimensions à
partir de cellules souches.
"La
bio-impression est l’impression en deux dimensions (2D) ou trois dimensions
(3D) de tissus biologiques vivants. C’est ce qui la distingue de ce que l’on
nomme communément impression 3D où l’on imprime des matériaux. La
bio-impression consiste donc à déposer, couche par couche, ou point par point,
des cellules, des composants de la matrice extracellulaire (MEC), des facteurs
de croissance et des biomatériaux grâce à une technologie d’impression pilotée
par un ordinateur à partir d’un fichier numérique. Il s’agit donc d’un procédé
de conception (CAO) et de fabrication (FAO) assisté par ordinateur, selon un
mode de fabrication additif grâce au couplage de l’ordinateur et d’une
imprimante."
(extrait
du site médecine/sciences https://www.medecinesciences.org/en/articles/medsci/full_html/2017/01/medsci20173301p52/medsci20173301p52.html)
Auteurs
de l'article "Impression 3D en médecine
régénératrice et ingénierie tissulaire" :
Jean-christophe Fricain, Hugo De Oliveira, Raphaël Devillard,
Jérôme Kalisky, Murielle Remy, Virginie Kériquel, Samien Le Nihounen, Agathe
Grémare, Vera Guduric, Alexis Plaud, Nicolas L'Heureux, Joëlle Amédée et
Sylvain Catros.
Annexe 1
Le polylactide (PLA)
Le
monomère est le lactide (ou 2,5-diméthyl-3,6-dioxo-1,4-dioxanne) :

obtenu
par condensation de l'acide lactique

lui-même
obtenu par fermentation du D-glucose issu de l'amidon de maïs.
La
polymérisation du lactide a lieu par ouverture du cycle
(POC).

Il est
dégradable sous l'effet d'enzymes excrétées par des microorganismes (bactéries,
champignons, algues) par hydrolyse des fonctions esters.
Acrylonitrile,
Butadiène, Styrène
- L'acrylonitrile
![]()
a été préparé pour la première fois par le chimiste français Charles Moureu
(1863-1929) en 1893 par déshydratation de l'acrylamide par de l'anhydride
phosphorique.
{kind=link}
Molécule constituant un monomère très réactif et qui se transforme
facilement, en présence de radicaux libres en un polymère semi-cristallin le polyacrylonitrile
qui permet de fabriquer la fibre textile Crylor.
- Le butadiène (ou buta-1,3-diène)
![]()
Matière de choix pour la polymérisation dans la synthèse d'élastomères.
Polymère obtenu à partir du buta-1,3-diène par enchaînement 1,4 :
![]()
Cependant, seul, le polybutadiène n’est pas très intéressant, mais mélangé
à du caoutchouc naturel, à du polyisoprène de synthèse il sert à faire des
pneus très résistants pour gros engins.
On l'utilise aussi en copolymérisation
- avec le styrène :

il donne le SBR (Styrène Butadiène Rubber) utilisé pour la fabrication des
pneus de tourisme.
- avec l’acrylonitrile :
![]()
il donne le caoutchouc nitrile particulièrement résistant à l’essence et à
l’huile (application: tuyaux d’essence).
- Le styrène :
Sa polymérisation
conduit à un polymère qui se prête très bien au moulage ; on en fait de
nombreux objets moulés, généralement blancs (pots de yaourt).
Il se prête bien aussi à l’expansion ; on obtient le polystyrène expansé,
aux qualités isolantes (thermiques) remarquables (glacières portatives) ; sert
à la protection contre les chocs (emballage d’appareils fragiles).
Il fait partie d'une famille de polymères
couramment appelés polyaramides ; ce sont des polyamides comportant des noyaux
aromatiques.
Le kevlar est le plus connu de ces
polyaramides ; il a été obtenu en 1973 (DuPont de Nemours) en condensant
-
l'acide benzène-1,4-dicarboxylique (ou téréphtalique)
![]()
-
et le p.phénylènediamine
![]()
On obtient

Entre les chaînes de polymères existent de
nombreuses liaisons hydrogène
qui lui confèrent une structure cristalline
ce qui entraîne une grande rigidité, une résistance à la rupture
particulièrement élevée, un faible allongement sous la contrainte (de 2,5 à 4%)
et un fluage très faible (allongement irréversible à long terme de la fibre).
Les résistances mécanique, à la chaleur, à l'étirement et au cisaillement de ce
matériau sont supérieures à celles du nylon ; c'est aussi un très bon isolant
électrique.
Il est très utilisé pour le matériel
sportif (cadres de vélos, canoë-kayak, raquettes de tennis, patinage de vitesse,
cordages ….) dans les équipements automobiles (pneumatiques), dans le domaine
aéronautique (ailes d'avions) ; associé à d'autres fibres (verre ou carbone) on
le trouve dans le domaine de la sécurité (gilets pare-balles)…….
Annexe 4 : Le kapton
Polyimide en film, développé par DuPont, remarquablement stable pour des
températures allant de -251°C à 400°C. Couramment mis en œuvre en impression 3D
car il adhère facilement aux polymères utilisés dans ce domaine.
Ses principales qualités :
- auto extinguible
- infusible
- pas de solvant organique connu
- bon pouvoir diélectrique
- très bonne tenue aux rayonnements.
Rappel de la fonction imide :
A l'anhydride d'un diacide, par exemple l'anhydride maléique :

correspond l'imide :

Les polyimides résultent de la polycondensation d'un dianhydride de
tétracide avec une diamine.
En prenant l'acide benzène 1,2,4,5- tétracarboxylique
et la 4,4'-oxydianiline
![]()
on obtient :
Annexe 5 Obtention du PEEK
La
polymérisation consiste à enchainer les motifs par formation de liaisons éther
par substitution nucléophile. On l'obtient en faisant réagir de l'hydroquinone
en présence de carbonate de potassium anhydre avec la
4,4'-difluorodiphénylcétone dans un solvant aprotique et apolaire la
diphénylsulfone (DPS)
Annexe 6 Obtention
du PPSF/PPSU
Ce polymère se prépare par condensation du
4,4'-bis(chlorophényl)sulfone avec par exemple le bisphénol A

Annexe 7
Obtention du PEI
Les molécules mises en jeu dans la synthèse du PEI sont
- Le bisphénol
A
-
L' anhydride phtalique

-
La 1,3-phénylènediamine

Le chemin est le suivant :
Remarque :
- Le passage
par le dérivé nitré (en position 4) est nécessaire pour la fixation, par
substitution nucléophile, du Bisphénol A sur le phtalimide substitué
- L'étape
suivante consiste en un remplacement du groupe phtalimide substitué par le
groupe anhydride phtalique.
Le schéma suivant est un moyen mnémotechnique utile pour retrouver
la formule de ce polymère :
Les acides gras à l'origine de la cire de jojoba
- Acide
gadoléique ou acide (Z)-eicos-11-ènoïque
![]()
-
Acide érucique ou acide acide (Z)-docos-13-ènoïque
![]()
- Acide
oléique
![]()
Les alcools gras à l'origine de la cire de jojoba
- Eicosénol (Eicos-11-èn-1-ol)
![]()
- Docosénol
(Cis-Docos-13-èn-1-ol)
![]()